Atlas Copco’s oil-sealed vacuum pumps combines innovative and smart connected technology with advanced vacuum knowledge. These well-designed central vacuum systems can reduce operating costs, increase productivity while dramatically improving the working environment in the process room. Perfectly suitable for many applications, especially in industrial vacuum industries, these pumps are equipped with Variable Speed Drive technology that allows for energy savings of 50% on an average.
Oil-sealed screw vacuum pumps with VSD technology
The GHS VSD+ series is a range of new-generation, intelligent, oil-sealed rotary screw vacuum pumps with Variable Speed Drive (VSD) technology from Atlas Copco. Based on the well-known and durable plug-and-play design principles of Atlas Copco compressors, these vacuum pumps have been designed by vacuum engineers to deliver peak performance at your operating pressure. The GHS 350-5374 VSD+ series are suitable for plastics, glass, bottling, canning, wood, packaging, printing, paper, and meat packaging industries.
The state-of-the-art screw technology, Variable Speed Drive (VSD) and innovative motor design combine to produce a leap forward in efficiency. This also means reduced environmental impact due to ultra-high oil retention at all operating pressures.
The GVS VSD+ series are a robust and highly regarded series of vacuum pumps with a technologically advanced market leading design. The GVS VSD+ operates according to the proven oil-sealed rotary vane principle that has been successfully used for many years in all general vacuum applications of industry.
Providing highly efficient vacuum pumping performance, the GVS VSD+ series is ideal for critical applications in packaging, woodworking, rubber, plastics, electronics, paper and printing, material handling, and other exacting industries. Our tank-mounted systems with single-stage, oil-sealed rotary vanes provide a dependable solution for numerous vacuum demands.
Atlas Copco’s vacuum engineers and designers to develop new technologies and revolutionize existing ones. Our innovative products and solutions contribute to the productivity of our customers. Traditionally, our vacuum pumps offer lower lifecycle costs, higher performance, less energy consumption, simple operation and control, and easy maintenance.
Now, with our latest series of dry vacuum pumps, we offer more than just that. Think about intelligence, optimization, plug & play, digitalization, efficiency and innovation. Think about the Atlas Copco DZS VSD+ and DZM VSD+ intelligent dry claw vacuum pumps.
Dry claw vacuum pumps with Variable Speed Drive
DZS VSD+
DZM VSD+
The DZS VSD+ series are a range of Class 0 certified dry claw vacuum pumps; single stage, oil-free, air-cooled and with the VSD+ inverter drive technology built-in. The DZS VSD+ series are a range of long life and durable pumps with very low maintenance for rough vacuum applications.
The simplicity, robustness, efficiency and contaminant handling capability of these pumps make them the smart choice for your application. Built to the exacting standards that we demand and our customers expect, the new dry claw pump provides you with a trouble-free and cost-effective solution to meet your needs.
The DZM VSD+ series is a complete multi-claw vacuum pumping system in a box. A solution perfectly designed to meet larger process demands with a central vacuum system.
The DHS 65-200 VSD+ is clean, clever and compact. Certified as Oil-Free Class 0, the DHS VSD+ is a cool running pump with no water or oil cooling required. You can also expect superior performance with excellent vapor and dust handling capabilities. The simple yet effective design and internal parts reduce maintenance and system downtimes.
Housed in a noise-reducing canopy, you get a noticeably quiet, vibration-free operation with a low pitch sound level. Its compact footprint ensures a quick and trouble-free installation.
Mechanical Booster Pumps are always backed by another vacuum pump, which can deliver against a high-pressure differential to atmospheric pressure. Operating at relatively low pressures, the mechanical booster pump is not exposed to the same concentrations of corrosive process media as is the backing pump, which makes it highly reliable.
Based on the simple Roots principle, our mechanical booster pumps remain the favorite pumps for applications where high pumping speeds are required for pressures in the region of 0.01 to 50 mbar.
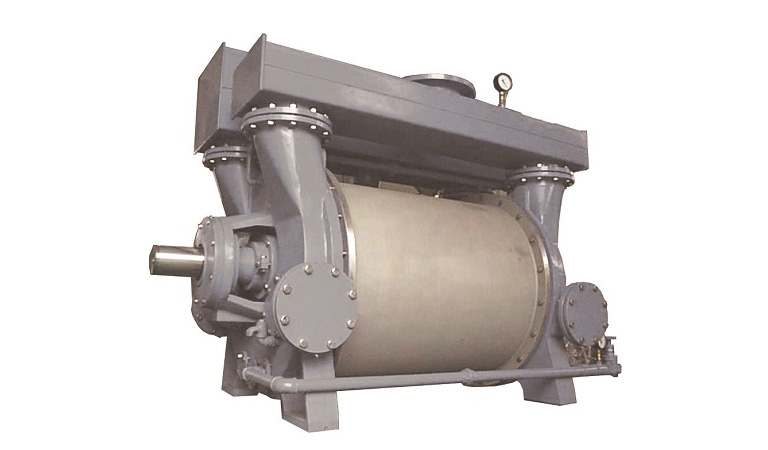
Thanks to a tough construction and proven operating principle, Atlas Copco liquid ring vacuum pumps are used in the most demanding environments across all sectors from food processing to petrochemical to construction. They are uniquely engineered machines to suit requirements that are more complex and are perfect for use in humid, dusty and dirty environments commonly found in industrial processes.
Intelligent Liquid Ring Vacuum Pump
The next big step in Liquid Ring technology the LRP 700-1000 VSD+series perfectly suited to wet, humid and dirty applications with high temperatures, extreme vapor loads and even liquid and solid carryover from the process. Space saving, the LRP VSD+ series has one of the smallest footprints in the market. Available as a compact standard package, everything you need, including the accessories and main motor is delivered in a single, neat enclosure.
Two Variable Speed Drives (VSD) – one of which is for vacuum set point control helps maintain and match required vacuum levels. The second VSD helps control and optimize the water flow. The integrated operation of both the VSD’s makes this the most energy efficient vacuum pump for wet and humid applications.
LRP VSD+
Single or Two-stage Liquid Ring Vacuum Pumps
AWL Series
AWS A Series
AWD A Series
AWC A Series
Thanks to a tough construction and proven operating principle, AWS A , AWD A, AWC A & AWL liquid ring vacuum pumps from Atlas Copco are used in the most demanding environments across all sectors from food processing to petrochemical to construction. They are offered as standard packages in a number of configurations for operations in once-through, partial or total recirculation mode. Stainless steel wetted parts are standard for partial or total recirculation systems.
For more complex process system requirements, we offer custom-engineered packages. Non-hazardous area versions and full range of skid-mounted accessories are available.